


")






激光MIG复合焊 -- 一种新的应用技术
时间:
2024-10-09
作者:
温迪
数据源:

混合焊接也称为混合激光电弧焊接 (HLAW)。
这种焊接方法被开发用于同时进行电弧焊接 (例如MIG焊接) 和激光焊接,从而利用两种方法的优点来弥补任何缺点。
混合焊接被认为是实现更高的间隙管理公差、更深的熔深、更低的热输入、减少的变形和收缩、更高的焊缝硬度和强度、更高的抗疲劳性、提高的焊接速度和质量以及降低的成本的有效手段。
在激光-MIG复合焊中的应用
其工艺特点可应用于桥梁、船舶建造、集装箱制造、汽车、轨道交通、输油管道等重要领域;
焊缝深度可实现厚板 (6-20mm) 或大厚板 (20毫米以上) 零件的一次单面焊接与双面成型;
不需要预焊接过程,它显著提高效率,节约成本,更容易实现自动化。
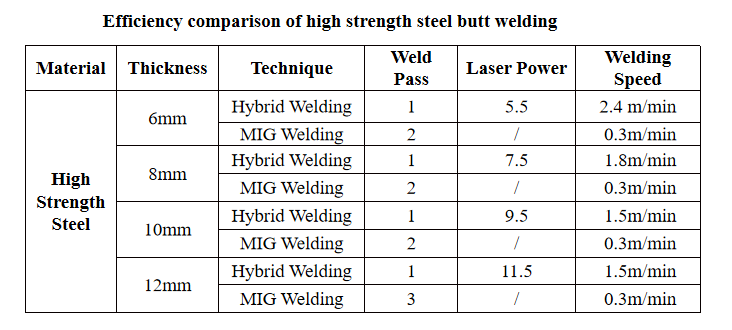
激光MIG复合焊焊接工艺效果图片
Fornt视图
后视图

焊接金相分析图:
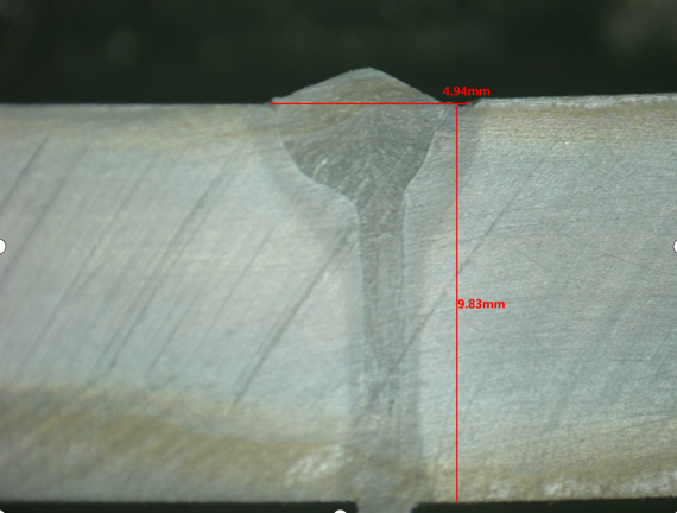
| 抗拉强度MPa | |
| 基材 | 427 |
| 焊缝1 | 406 |
| 焊缝2 | 420 |
| 焊缝3 | 405 |
激光-电弧混合焊接的优点
混合激光电弧焊接利用了两种技术的优点。首先是激光的穿透能力和速度快。由于填充焊丝的使用,电弧允许间隙的桥接、焊缝的缓慢冷却以及冶金特性的调整。激光的深度穿透会产生非常狭窄的热影响区域。这允许以较低的热输入和变形在高速下焊接。HLAW的这些功能提供了一些关键优势。混合焊接大大提高了接头配合的公差。如果进行实时自适应控制,则公差可以比激光焊接大许多倍。焊接质量也得到改善。可以避免热裂纹,即在焊缝金属凝固过程中形成收缩裂纹。根据激光器和其他参数,可以增加单程穿透深度和焊接速度。
激光-电弧复合焊接在工业中的优势
激光-电弧混合焊接工艺的优点非常适合许多工业应用。混合焊接提高了高产量汽车装配线的速度和可靠性。更大的公差确保了牢固的焊接,而无需花费太多时间来准备要连接的材料。与其他焊接类型 (例如MAG (金属活性气体) 或SAW (埋弧焊)) 相比,造船和铁路运输行业受益于较低的热量输入和较低的HLAW变形。消除失真校正和重新工作大大降低了整体制造成本。减少的总焊接时间也进一步削减开支。
关键词:
激光铸造,激光-电弧复合焊接,Mig焊接,焊接机器人,厚板焊接,焊接技术,焊接解决方案
下一页:
下一页:
相关新闻
